直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯
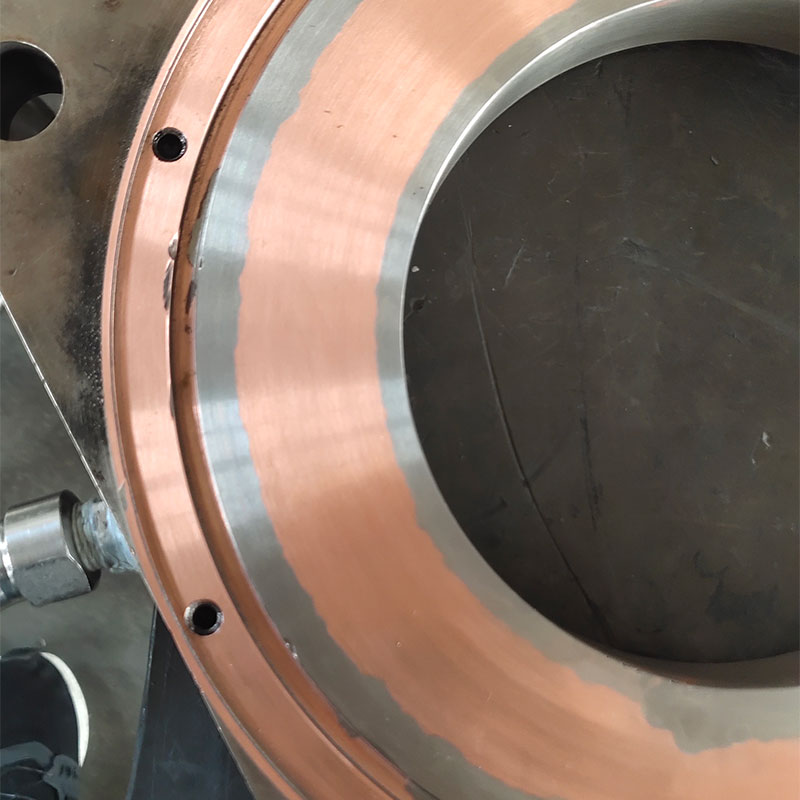
氩弧焊是可以焊接黄铜和银的,这两种材料的异种焊接可以选用威欧丁204S黄铜氩弧焊丝,交流和直流都可以,成型要求好可以选用交流,成型要求不是太高,要求焊接熔接性能选用直流。

氩弧焊焊接黄铜掌握的技巧与方法应该分开说
先说方法:黄铜氩弧焊从焊接成型来说交流氩弧要成型美观一些,直流氩弧焊成型要效率高一些,既然是氩弧焊,那么黄铜的氩弧焊丝必然就是要用可以和黄铜有焊接性的黄铜氩弧焊丝,比较经典的就是威欧丁黄铜氩弧焊丝,这个可以了解一下其焊接参数及性能。
焊接技巧:不管是直流氩弧还是交流氩弧,是建议用点添丝的办法焊接,不要用埋丝焊接,气体流量普遍比碳钢和不锈钢的要高,做好通风排风处理,千万不要用气焊用的黄铜焊丝焊接氩弧焊,因为那样会冒烟,熔池看不清,黄铜的锌烧损还对身体不利,所以综上是要用黄铜氩弧焊的,比如之前提到的威欧丁204S黄铜氩弧焊丝焊接。
技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
硬度:80-85HB

如果10毫米厚度的钢板的缝隙焊接铜焊的话,是不建议用火焰焊接的,因为10毫米的板子要加热温度均匀,整个板子的温度就很高了,变形不说,焊接困难很高,像这种就可以用氩弧焊接或者用双脉冲气体保护焊接,焊丝分别采用黄铜氩弧焊丝比如威欧丁204S,和黄铜盘丝威欧丁204SM 这两种焊丝一种是用于氩弧焊焊接,一种是用于气体保护焊焊接。

焊接黄铜如果是氩弧焊接用黄铜钎料作为填充料就如楼主说的吸入太多的烟雾,头昏脑涨是必然,这种情况下真的要做好防护保护好自己的身体,但是根本的原因是要减少这种锌烧损,要控制焊丝锌的占比,比如用的威欧丁黄铜氩弧焊丝,就是减少了锌含量增加了增强流动性的元素成分,让氩弧焊接黄铜流动更加好,成型更加好。
http://tjvodxie.cn.b2b168.com