产地天津
是否进口否
可售卖地天津
金属种类铝合金
铝合金焊接方式TIG和MIG
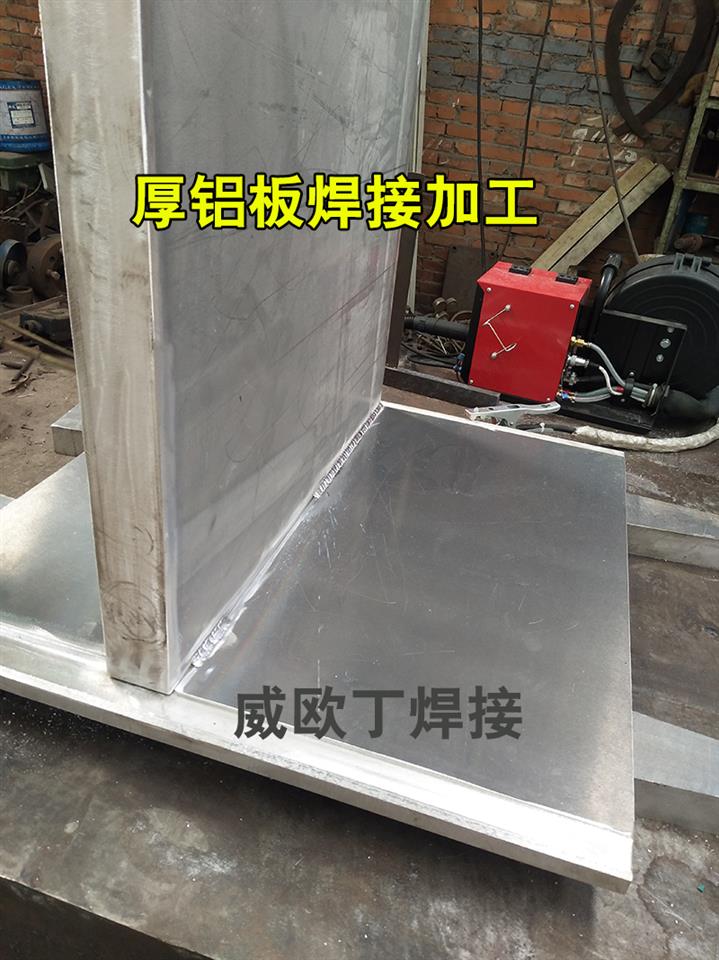
铝焊接常规用铝焊机焊接,高纯氩气保护,电源WSME315B或者WSME400B焊接,需要有一定的操作基本功。
如果是简单的修复的话也可以用铝气焊来焊接,薄件可以用低温的气焊焊接,用家用液化气罐装的*三代版液化气焊枪焊接,配合液化气作为热源,低温的焊接材料可以是179度的低温铝焊丝M51和M51-F的助焊剂,也可以是400度左右的WEWELDING53低温铝焊条,这些适合简单的修修补补之用。

威欧丁焊接掌握各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板焊接。焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(TIG或MIG)方法是应用比较广泛的铝及铝合金焊接方法。铝及铝合金薄板可采用钨交流氩弧焊或钨脉冲氩弧焊。铝及铝合金厚板可采用钨氦弧焊、氩氦混合钨气体保护焊、熔化气体保护焊、脉冲熔化气体保护焊。 熔化气体保护焊、脉冲熔化气体保护焊应用越来越广泛(氩气或氩/氦混合气) 焊前准备。

烙铁焊接铝合金有一种情况可以,就是必须铝的母体是非常细的线状体,或者铝是非常薄的薄膜片。但是一般的铝只要是存在一定的结构尺寸的话,建议是用WE53的液化气多孔喷焊接,然后配合低温的铝焊条焊接,这应该是适合新手操作合适的
铝合金的焊接操作方法可以介绍如下几种操作方法;
1、低温的M51配合M51-F焊丝焊接在工作温度179度的环境下操作,对于1、2、3、4、6系的焊接材料的亲和性比较好,多用于对变形控制要求特别严格,或者特别薄的情况下的焊接
2、WE53低温铝焊条对于7个系列的铝合金的焊接,焊接工作温度在380-400度,优势在于焊接的时候不需要任何的助焊剂焊接,这样防止在焊接的过程中产生一些钎剂残留,而且焊接强度非常高,可以解决3系铝合金与铸件,或者压铸件的焊接。
3、Q303低温铝焊丝对于1、2、3、4、6系的铝合金焊接性也体现出一些的优势在于角度不太好的狭小间隙焊接

威欧丁焊接可以通过铝氩弧焊接,铝气体保护焊接,铝火焰焊接,铝高频感应焊接等各种的焊接方法加工铝焊接。
http://tjvodxie.cn.b2b168.com