直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯
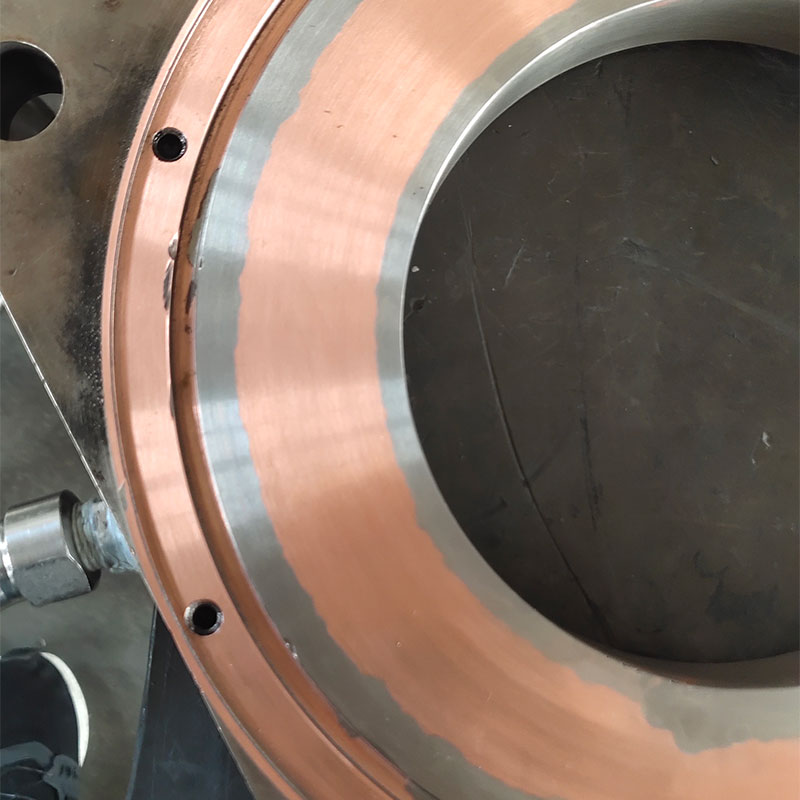
黄铜铸件断裂焊接要用非熔化较氩弧焊焊接方法好,材质的选配可以选配适合黄铜用直流氩弧焊焊接的威欧丁204S黄铜氩弧焊丝,而不是选择锡黄铜或者铁黄铜这种含锌量偏高的钎焊焊丝。
焊接规范:
1、需要对铸件做打磨处理,打磨出金属光泽,并且开出单V型坡口,如果角度允许的话,双V型也可以。
2、如果铸件尺寸比较薄的话,选用直流非熔化较氩弧焊,如果是厚铸铜件则从成型上可以选择交流非熔化较氩弧焊。
3、气体的要求必须要高纯氩保护,焊缝用不锈钢小刷子做好因为熔焊导致表面灰尘的处理。
4、如果是铸铜件比较大,要对铸件做预热处理,选择足够功率的焊机焊接。
威欧丁204S黄铜氩弧焊丝技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
硬度:80-85HB

黄铜就是铜锌合金,锌的熔点低于铜,在焊接过程中锌蒸发形成有毒的,导致焊接操作人员中毒。所以要做好通风处理,但是为了自己的健康要从根本解决,就是减少焊接过程中的锌烧损,比如对于黄铜的氩弧焊接我们通常可以选用没有冒烟的威欧丁黄铜氩弧焊丝焊接,非标的减少了锌含量的控制,杜绝氩弧焊接黄铜冒烟现象,这个才是解决问题的根本,这个*的焊工应该知道的起码尝试。

氩弧焊焊接黄铜时候,因为黄铜含锌量比较高,氩弧焊产生的高温烧损锌,导致形成烟雾灰尘对塞瓷嘴,还有您选用的焊丝如果也是黄铜焊丝,比如铜锌合金的黄铜气焊焊丝,这个也会加剧锌烧损,这样就会影响焊接质量,并且堵住瓷嘴,这个时候就应该改变焊丝的选用黄铜氩弧焊的黄铜氩弧焊丝,比如威欧丁204S黄铜氩弧焊丝,这样焊丝就没有锌烧损现象,也就不会有冒烟的问题存在了。

黄铜氩弧焊,是需要用黄铜氩弧焊丝,而不是黄铜气焊焊丝,气焊焊丝只会增加锌烧损,一般就是用低锌非标的黄铜氩弧焊丝,比如常用的威欧丁黄铜氩弧焊丝。
威欧丁黄铜氩弧焊丝注意事项:
1、工件焊接边缘和焊丝表面的氧化物,油等污物在焊接前必须清除干净,否 则会引起气孔,夹渣等缺陷,使焊缝性能降低。
2、当氩弧焊焊接黄铜或者青铜时,因为母体本身的熔点比较低,所以对于特薄的管或者板材料焊接请确保可以正常形成熔池的前提下焊接。
3、对接接头板厚小于 3mm 时,不开坡口;板厚为 3~10mm 时,开 60°~70 °V 型坡口;板厚大于 10mm 时,开 60°~70°X 型坡口。为避免未焊透,一般 不留钝边。
4、焊前工件必须预热。板厚小于 3mm 预热温度为 150~300℃;板厚大于 3mm 时,预热温度为 350~500℃。
5、进行TIG焊时用直流正极性焊接。
http://tjvodxie.cn.b2b168.com