- 威欧丁(天津)焊接技术有限公司
- 18722280606




产品描述
黄铜和紫铜的焊接如果选用气焊可以选用黄铜焊丝比如威欧丁201或者选用银焊丝比如203或者A203焊丝焊接,配合201-F的助焊膏焊接。如果是氩弧焊的话,黄铜氩弧焊则选择适合黄铜的氩弧焊丝焊接比如威欧丁204S黄铜氩弧焊丝焊接,如果是紫铜的话选用204紫铜氩弧焊丝焊接。
氩弧焊接黄铜管应该考虑黄铜的大小,如果小管薄管实际上用火焰焊接会加适合可以用黄铜气焊焊丝,如果流动性好一些就用银焊丝比如威欧丁A203的银焊丝焊接。
如果是大厚黄铜管则会用黄铜氩弧焊丝焊接,比如威欧丁204S黄铜氩弧焊丝焊接,这种是避免了焊后产生烟雾的特别理想的黄铜氩弧焊丝。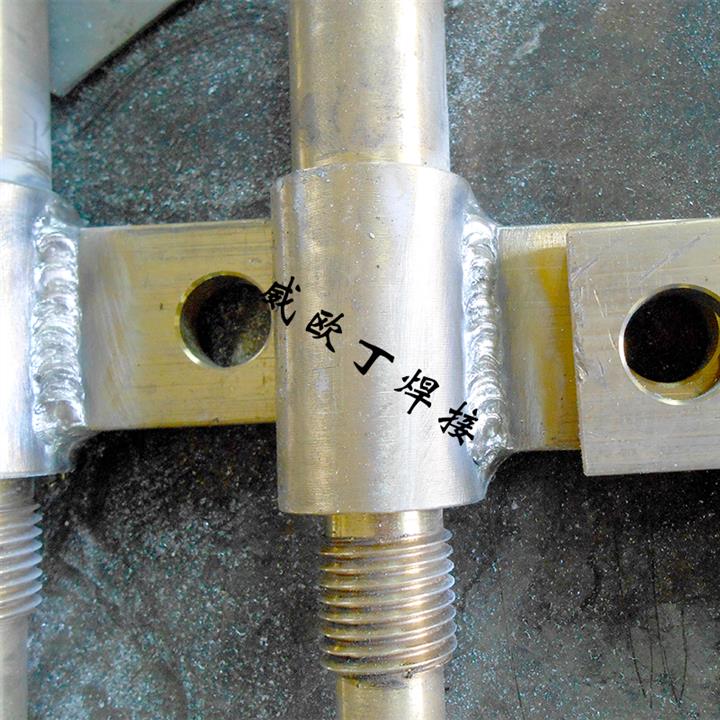
铜合金氩弧焊运用场合
1、铜及铜合金氩弧焊需要在母体上可以形成熔池。如果采用TIG非熔化氩弧焊的时候,焊在母体上可以起弧顺利形成熔池才可以施焊,这个体现在某些铸件偏薄的情况下,一定要确保母体的熔池可以形成。
2、铜及铜合金氩弧焊的母体尺寸需要适合氩弧焊。比如焊接的尺寸,因为如果是直径很小的管或者很薄的板焊接,氩弧焊很难控制小件的熔池的时候就不如用火焰焊接来解决了,而稍微大件的紫铜或者黄铜件用钎焊比如火焰钎焊,高频钎焊焊接起来就会很困难,因为工件越大,散热越快,温度加热越不均匀,这个时候就比较适合用铜合金氩弧焊来焊接。
3、铜及铜合金氩弧焊的焊接结构要适合氩弧焊焊接,比如角度,如果小角度的焊接氩弧焊不方便入,这种情况下就不适合使用,而是需要有一定的结构类的产品,并且氩弧焊可以灵活运用的场合下使用
4、铜及铜合金氩弧焊的焊接电源要根据工件的大小匹配合适的功率。特别是紫铜件太大的话,一般小功率机器打不开熔池,这个时候功率就要跟得上,比如采用威欧丁WSME315B氩弧焊机或者WSME500的机型,甚至MIG500型。
不锈钢304与黄铜对接耐压90公斤这种如果要用氩弧焊接的话,保险安全的方案就是用紫铜料做过度以后然后焊接不锈钢,而紫铜与黄铜异种焊接则可以考虑用异种铜合金焊接的比如威欧丁黄铜氩弧焊丝记住不是气焊焊丝,然后实现紫铜与不锈钢异种焊接,这种情况下用威欧丁208S的异种铜焊丝焊接,所以难点是要做过度。
产品推荐




