产地天津
是否进口否
可售卖地天津
金属种类铝合金
铝合金焊接方式TIG和MIG
威欧丁焊接参与过铸铝模具的修复,威欧丁焊接技师修复过程,因为模具母体的厚度非常非常厚,通过合理的工艺处理,采用脉冲MIG焊接,材料选用威欧丁4043盘丝1.2的焊丝焊接 ER4043焊丝链接。
维修过真空密封腔,铝铸件腔体的焊修,大面积区域裂纹修复,确保焊后的真空密封要求,采用MIG500双脉冲铝气体保护焊机焊接。
修复民用铝合金轮毂缺陷修复,采用威欧丁5183高强铝焊丝焊接修复,焊机采用威欧丁WSME400B铝氩弧焊机,纯氩保护。
设计及焊接进口CAT涡轮增压系统的改装和制作,铸造铝壳体,外面用5052的铝板板料链接壳体形成循环腔。

目前压铸铝合金压铸的光洁度及尺寸的精度越来越高,逐渐被应用于照相机,打印机,电子计算器及装饰饰品小零件,甚至用于现在的汽车,飞机等复杂的机械大件。但是因为压铸液态金属流速高,填充型腔的速度高导致压铸过程中容易产生气孔,这些也是铝合金压铸件常出现的问题。
一般是通过焊接的方法来解决,但是又因为压铸出来的铝合金的气孔根部比较深并且有小到0.7毫,一般的焊接方式往往会出现边焊边产生气孔冒泡现象。针对这些问题威欧丁(天津)焊接技术有限公司做了的研究并且利用了合理的焊接修复方法,之前的专题有过介绍WE53低温焊接铸造铝气孔,而此次关于压铸铝的焊接专题是关于异型薄压铸铝工艺品的焊接的。
压铸铝合金的焊接难点:
1)目前薄的压铸铝件可以压铸到薄0.5mm;
2)压铸铝本身属于合金铸造件,不是纯铝挤压 ,非金属和微量的杂质相对较多,焊接的可焊性降低;
3)异型结构让传统的焊接束手无策 。
实用简易解决异型薄压铸铝合金的方法:
低温385-400度的环境下,利用低温铝焊丝WEWELDING53,配合的WEWELDING53多孔喷及不锈钢小刷子进行铸件熔点温度在600度左右的无变形焊接。
烙铁焊接铝合金有一种情况可以,就是必须铝的母体是非常细的线状体,或者铝是非常薄的薄膜片。但是一般的铝只要是存在一定的结构尺寸的话,建议是用WE53的液化气多孔喷焊接,然后配合低温的铝焊条焊接,这应该是适合新手操作合适的
铝合金的焊接操作方法可以介绍如下几种操作方法;
1、低温的M51配合M51-F焊丝焊接在工作温度179度的环境下操作,对于1、2、3、4、6系的焊接材料的亲和性比较好,多用于对变形控制要求特别严格,或者特别薄的情况下的焊接
2、WE53低温铝焊条对于7个系列的铝合金的焊接,焊接工作温度在380-400度,优势在于焊接的时候不需要任何的助焊剂焊接,这样防止在焊接的过程中产生一些钎剂残留,而且焊接强度非常高,可以解决3系铝合金与铸件,或者压铸件的焊接。
3、Q303低温铝焊丝对于1、2、3、4、6系的铝合金焊接性也体现出一些的优势在于角度不太好的狭小间隙焊接

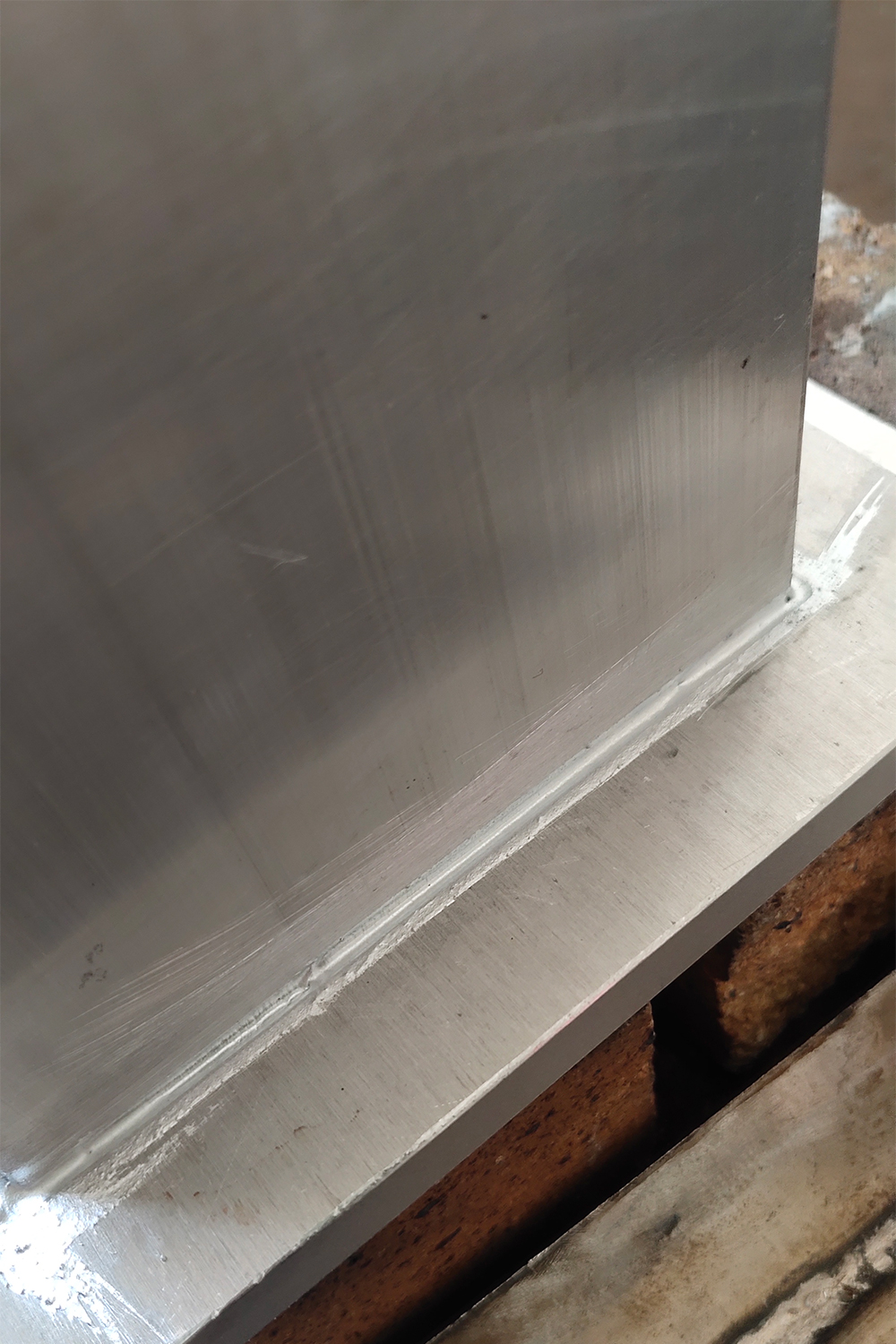
威欧丁焊接承接机械厂加工20厚铝板的角接焊缝,6061的板料,焊后阳极氧化,焊缝采用威欧丁ER5356铝合金焊丝焊接,5183焊丝焊接。
http://tjvodxie.cn.b2b168.com











