直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯
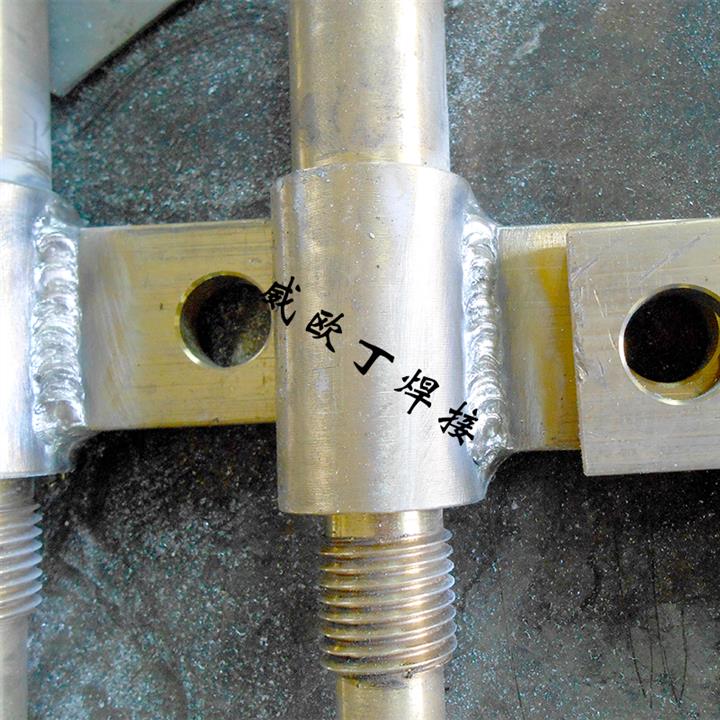
黄铜氩弧焊不是用普通的锡黄铜焊丝或者铁黄铜焊丝,如果是锡黄铜或者铁黄铜应该在很多五金店有的,如果是黄铜氩弧焊的话,可以咨询威欧丁焊接,有一款威欧丁204S黄铜氩弧焊丝表现就比较棒,可以分为氩弧TIG普通氩弧,也可以用MIG半自动氩弧焊。
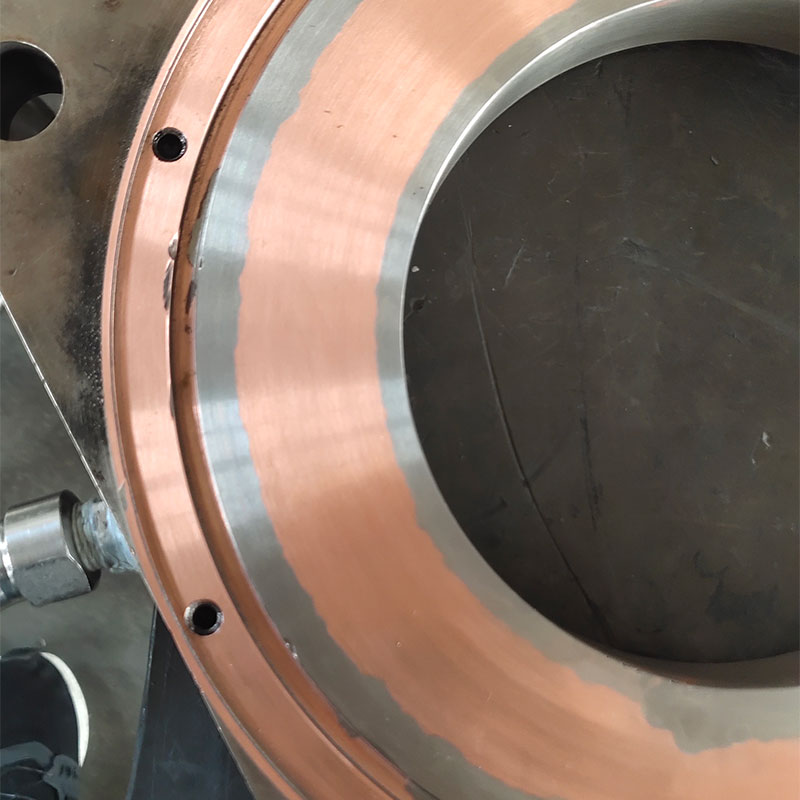
黄铜氩弧焊丝威欧丁204S可以替代火焰焊接解决包括青铜,黄铜,钢,铸铁,镀锌,镀锌铁,铜及上述金属之间的异种焊接,焊接效率比较高,尤其适合中厚黄铜,铸铁与铜,铜与不锈钢焊接,铸铁与不锈钢的异种焊接。
威欧丁黄铜氩弧焊丝使用注意事项:
1、工件焊接边缘和焊丝表面的氧化物,油等污物在焊接前必须清除干净,否 则会引起气孔,夹渣等缺陷,使焊缝性能降低。
2、当氩弧焊焊接黄铜或者青铜时,因为母体本身的熔点比较低,所以对于特薄的管或者板材料焊接请确保可以正常形成熔池的前提下焊接。
3、对接接头板厚小于 3mm 时,不开坡口;板厚为 3~10mm 时,开 60°~70 °V型坡口;板厚大于 10mm 时,开 60°~70°X 型坡口。为避免未焊透,一般 不留钝边。
4、焊前工件必须预热。板厚小于 3mm 预热温度为 150~300℃;板厚大于 3mm时,预热温度为 350~500℃。
5、进行 TIG 焊时用直流正极性焊接。

氩弧焊接黄铜管应该考虑黄铜的大小,如果小管薄管实际上用火焰焊接会更加适合可以用黄铜气焊焊丝,如果流动性好一些就用银焊丝比如威欧丁A203的银焊丝焊接。
如果是大厚黄铜管则会用黄铜氩弧焊丝焊接,比如威欧丁204S黄铜氩弧焊丝焊接,这种是避免了焊后产生烟雾的特别理想的黄铜氩弧焊丝。

黄铜氩弧焊,是需要用黄铜氩弧焊丝,而不是黄铜气焊焊丝,气焊焊丝只会增加锌烧损,一般就是用低锌非标的黄铜氩弧焊丝,比如常用的威欧丁黄铜氩弧焊丝。
威欧丁黄铜氩弧焊丝注意事项:
1、工件焊接边缘和焊丝表面的氧化物,油等污物在焊接前必须清除干净,否 则会引起气孔,夹渣等缺陷,使焊缝性能降低。
2、当氩弧焊焊接黄铜或者青铜时,因为母体本身的熔点比较低,所以对于特薄的管或者板材料焊接请确保可以正常形成熔池的前提下焊接。
3、对接接头板厚小于 3mm 时,不开坡口;板厚为 3~10mm 时,开 60°~70 °V 型坡口;板厚大于 10mm 时,开 60°~70°X 型坡口。为避免未焊透,一般 不留钝边。
4、焊前工件必须预热。板厚小于 3mm 预热温度为 150~300℃;板厚大于 3mm 时,预热温度为 350~500℃。
5、进行TIG焊时用直流正极性焊接。

铸造的黄铜用气焊还是用氩弧焊这个问题应该对于有经验的师傅来说都会选用黄铜氩弧焊接,就是要提醒一下,这个地方说的黄铜氩弧焊丝的焊材选择是非常重要的,比如常规的HS221的普通的黄铜焊丝焊接就很容易产生炸烟的现象,这样是会干扰熔池,无常焊接的,所以需要选择不炸烟的比如威欧丁204S黄铜氩弧焊丝就是一个比较好的选择,同时因为铸造黄铜的焊接性比较差,在焊接的时候要考虑到体积大小是否要预热做保温的问题。注意以上影响就可以氩弧焊接铸造的黄铜了。
http://tjvodxie.cn.b2b168.com