机动车上的变速箱,其材质有铝合金和镁合金的,这2种材质的合金肉眼看起来一样,但是只有实际操作以后才知道是什么材质的(如果用威欧丁ER5356焊丝,氩弧焊敲击掉块,焊缝成渣的话,其材质是镁合金;反之,如果用威欧丁33M焊丝,TIG焊敲击掉块,焊缝成渣的话,其材质是铝合金)。 如果材质是铝合金的,氩弧焊选用威欧丁WSME315B铝氩弧焊机,威欧丁ER5356铝氩弧焊丝焊接,电焊选用威欧丁555铝电焊条,采用普通的直流电焊机(或者逆变焊机)焊接,额定电流要求在300-500A,威欧丁WSME315B带交直流氩弧及手把电焊功能,适合威欧丁555铝电焊条使用。

目前压铸铝合金压铸的光洁度及尺寸的精度越来越高,逐渐被应用于照相机,打印机,电子计算器及装饰饰品小零件,甚至用于现在的汽车,飞机等复杂的机械大件。但是因为压铸液态金属流速高,填充型腔的速度高导致压铸过程中容易产生气孔,这些也是铝合金压铸件常出现的问题。
一般是通过焊接的方法来解决,但是又因为压铸出来的铝合金的气孔根部比较深并且有小到0.7毫,一般的焊接方式往往会出现边焊边产生气孔冒泡现象。针对这些问题威欧丁(天津)焊接技术有限公司做了专业的研究并且利用了合理的焊接修复方法,之前的专题有过介绍WE53低温焊接铸造铝气孔,而此次关于压铸铝的焊接专题是关于异型薄压铸铝工艺品的焊接的。
压铸铝合金的焊接难点:
1)目前薄的压铸铝件可以压铸到薄0.5mm;
2)压铸铝本身属于合金铸造件,不是纯铝挤压 ,非金属和微量的杂质相对较多,焊接的可焊性降低;
3)异型结构让传统的焊接束手无策 。
实用简易解决异型薄压铸铝合金的方法:
低温385-400度的环境下,利用低温铝焊丝WEWELDING53,配合的WEWELDING53多孔喷及不锈钢小刷子进行铸件熔点温度在600度左右的无变形焊接。

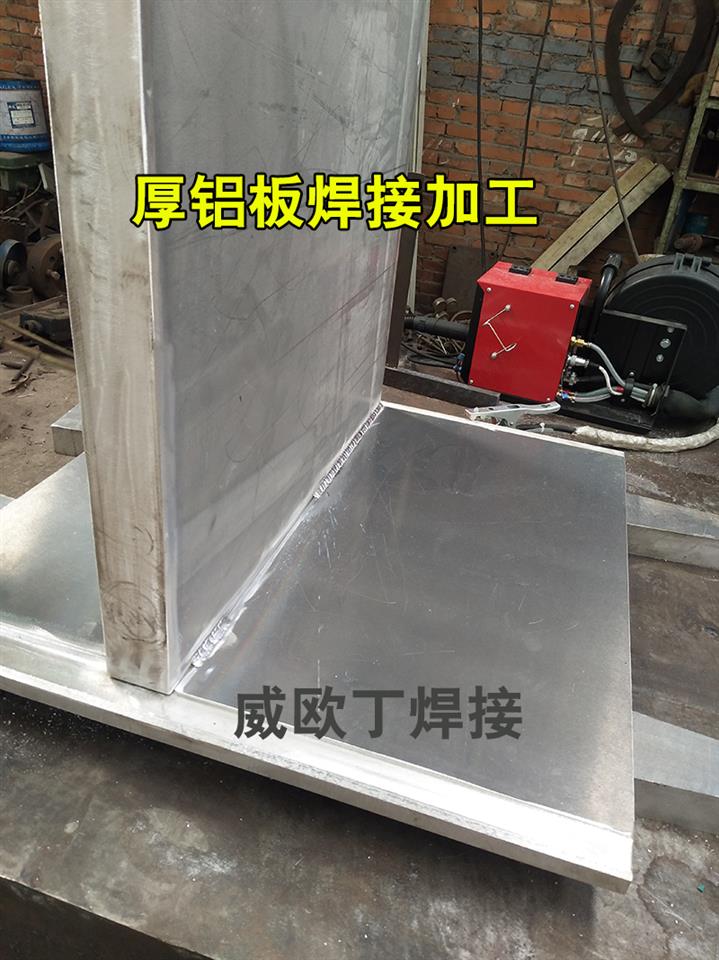
威欧丁焊接承接各行业的铝合金加工和铝合金焊接服务,技术硬件包括火焰钎焊,低温焊接,交流氩弧焊接,双脉冲气体铝合金焊接,焊接行业包括电力铝母线,装饰行业铝型材,机加工行业的大厚铝板焊接,及铝合金结构件的焊接,还有铝制散热器行业的薄铝合金焊接。

-/gbaddcg/-
http://tjvodxie.cn.b2b168.com