焊接工艺冷焊接
焊接方式手工电焊
焊接材料进口WEWELDING777
焊接设备威欧丁电焊机
焊接强度48公斤每平方毫米
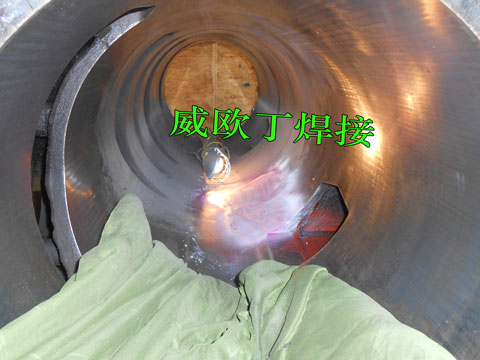
铸铁掉了一块可以用普通的电焊机焊接的,就是不要胡乱选择焊条焊接,就是要一遍焊接成功,如果来回焊接的话很容把铸铁件报废,这种断口的首先要打好坡口,然后普通的生铁就用普通的铸铁焊条比如308,焊接预热到600度温度,然后焊后保温缓冷减少应力裂纹,如果是非常重要的铸铁设备或者零件,就用高抗裂的WEWELDING777铸铁焊条焊接,这种就不用预热和保温了,因为焊条成本要高一些,所以一般适合修复重要的铸铁零部件或者焊接重要的铸铁设备。
铸铁用焊机是可以焊接的上的。
铸铁焊接是完全可以的,断了也是可以焊接上的。
很多人甚至的焊工认为铸铁是不可以焊接的,这是一个错误的观念,生铁是可以焊接的,因为其含碳量高,焊接过程中白口化倾向比较大,所以对于焊接材料的抗裂性能的要求和工艺过程的控制要求是非常高的
,如果是普通的生铁(指的是没有太大的价值的铸铁件)一般选用热焊的工艺,预热550度左右,然后用506的焊条焊接,时间稍微长一些。
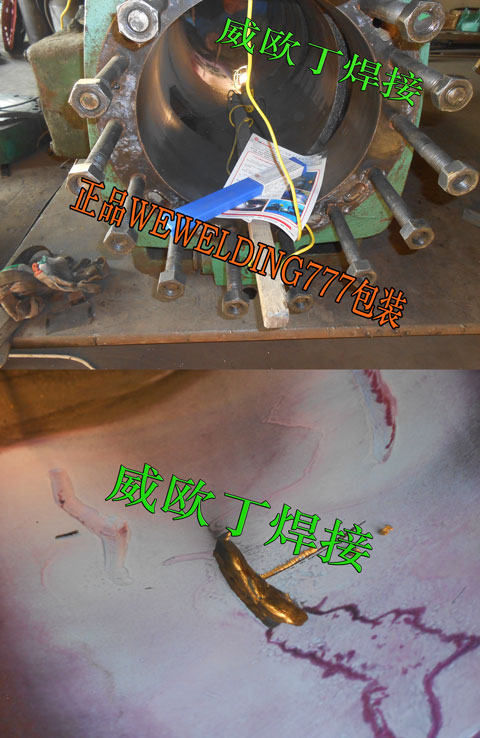
如果是重要的有价值的生铁件一般选用冷焊的工艺焊接,就是不用预热,不用保温处理,但是这个选用选用抗裂性能比较好的生铁焊条,比如WEWELDING 777铸铁焊条,然后采用缝补冷焊工艺焊接这种有修复价值的产品就安全,焊条直径选用3.2毫米直径,焊接电流100A左右,避免大的热输入量

铸铁焊接具体的焊材选用和焊接方法,得根据具体的情况和具体的要求来定。一般的铸铁焊接分为冷焊和热焊两种,热焊是将铸铁高温预热,一般加热到六七百度,然后快速焊接,缓冷即可。选用的焊条多为碳钢的焊接材料,好处是焊接处颜色与母材一致,缺点是工艺复杂,风险较大,一旦失败,一般就意味着工件报废。
采用哪种焊条还是看使用的现场的铸铁设备的情况及要求。
一般民用价值不是太大的,可以采用J506的碳钢焊条或者Z308的铸铁焊条,通过预热以后焊接然后快速焊接后保温缓冷,这样的焊接优点是成本低,不惧焊接失败,焊接后的要求受力或者耐压也不高。
如果是重要的铸铁设备则考虑到使用的安全性及停工风险性则会选用特种铸铁焊条如进口的WEWELDING777铸铁焊条,小电流小规范冷焊工艺焊接,这样更加能够保证焊接后的抗裂和焊接后的使用强度需求。

焊接生铁铸铁焊接用普通的电焊机就可以,220V和380V的都可以,只是要根据工件的重要性选择相应的焊接材料和焊接工艺。
如果是普通的生铁(指的是没有太大的价值的铸铁件)一般选用热焊的工艺,预热550度左右,然后用506的焊条焊接,时间稍微长一些。
如果是重要的有价值的生铁件一般选用冷焊的工艺焊接,就是不用预热,不用保温处理,但是这个选用选用抗裂性能比较好的生铁焊条,比如WEWELDING 777铸铁焊条,然后采用缝补冷焊工艺焊接这种有修复价值的产品就安全,焊条直径选用3.2毫米直径,焊接电流100A左右,避免大的热输入量。
http://tjvodxie.cn.b2b168.com