直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯
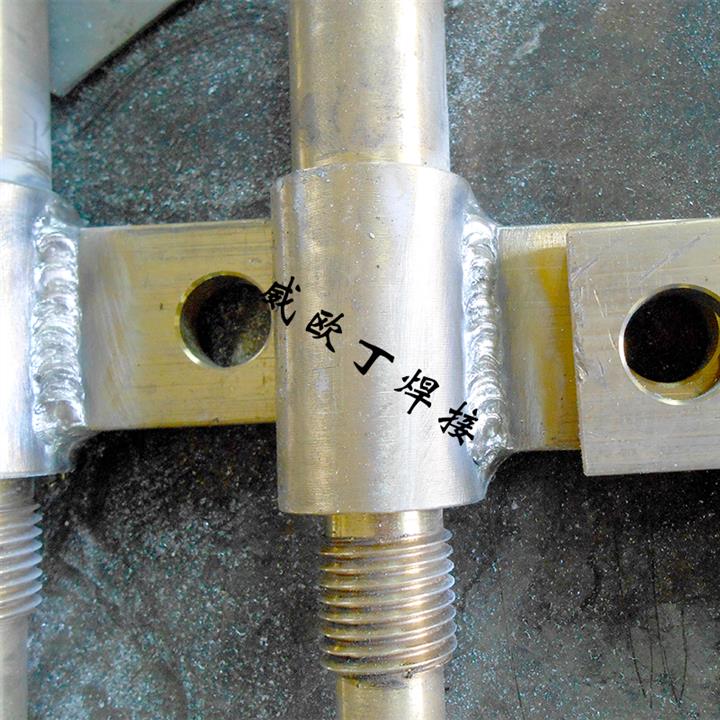
不锈钢304与黄铜对接耐压90公斤这种如果要用氩弧焊接的话,保险安全的方案就是用紫铜料做过度以后然后焊接不锈钢,而紫铜与黄铜异种焊接则可以考虑用异种铜合金焊接的比如威欧丁黄铜氩弧焊丝记住不是气焊焊丝,然后实现紫铜与不锈钢异种焊接,这种情况下用威欧丁208S的异种铜焊丝焊接,所以难点是要做过度。

黄铜铸件断裂焊接要用非熔化氩弧焊焊接方法好,材质的选配可以选配适合黄铜用直流氩弧焊焊接的威欧丁204S黄铜氩弧焊丝,而不是选择锡黄铜或者铁黄铜这种含锌量偏高的钎焊焊丝。
焊接规范:
1、需要对铸件做打磨处理,打磨出金属光泽,并且开出单V型坡口,如果角度允许的话,双V型也可以。
2、如果铸件尺寸比较薄的话,选用直流非熔化氩弧焊,如果是厚铸铜件则从成型上可以选择交流非熔化氩弧焊。
3、气体的要求必须要高纯氩保护,焊缝用不锈钢小刷子做好因为熔焊导致表面灰尘的处理。
4、如果是铸铜件比较大,要对铸件做预热处理,选择足够功率的焊机焊接。
威欧丁204S黄铜氩弧焊丝技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
硬度:80-85HB

黄铜和紫铜焊接采用熔焊的焊接方式会减少气孔产生的几率,紫铜的时候采用紫铜氩弧焊丝焊接,黄铜焊接的时候采用黄铜氩弧焊丝焊接。
1)当铜合金的母体为紫铜的时候,选用威欧丁紫铜氩弧焊丝焊接,设备选用带直流功能的氩弧焊机焊接。
2)当铜合金的母体为黄铜的时候,选用威欧丁黄铜氩弧焊丝焊接,强调一点威欧丁黄铜氩弧焊丝是氩弧焊焊丝,不是黄铜气焊焊丝,这点一定要搞清楚,焊接设备的选择采用交流氩弧焊机焊接,如果没有交流氩弧焊机也可以用直流氩弧焊机焊接。
3)当铜合金需要与铁、不锈钢、合金钢异种焊接的时候,选用威欧丁黄铜氩弧焊丝焊接,焊接时焊接角度偏向铜合金侧(补充:如果是小件的异种金属铜与不锈钢焊接也可以采用高银威欧丁203焊接或者WEWELDING46焊丝替银焊接)。
4)当铜合金尺寸非常大并且是紫铜母体的时候,则可以选用大功率的威欧丁WSME500的机器焊接或者选用威欧丁MIG500的双脉冲气体保护焊机焊接,焊丝选用粗直径的直条TIG焊接或者1.2规格的盘丝MING焊接,焊丝同样选用威欧丁紫铜氩弧焊丝焊接。
5)当铜合金尺寸非常大并且是黄铜母体的时候,则可以选用大功率的威欧丁WSME500的机器焊接或者选用威欧丁MIG500的双脉冲气体保护焊机焊接,焊丝选用粗直径的直条TIG焊接或者1.2规格的盘丝MING焊接,焊丝同样选用威欧丁黄铜氩弧焊丝焊接。

黄铜焊接老有气孔产生,如果是气焊的话,应该是流动性差,毛细作用不明显,局部有气孔,如果是氩弧焊的话,焊接材料选择不当比如采用普通的钎料焊接就会容易产生气孔。
如果采用气焊的解决办法可以提高焊料的流动性,比如采用流动性好的A203的银基钎料,焊接的时候流动性比较好。增加毛细渗透等作用减少漏点。
如果是采用氩弧焊接的话,一般适合有一定尺寸的工件,焊丝和气体保护很重要,一般焊丝选用黄铜的氩弧焊丝,如威欧丁黄铜氩弧焊丝,交流直流氩弧焊都可以使用。
http://tjvodxie.cn.b2b168.com