直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯
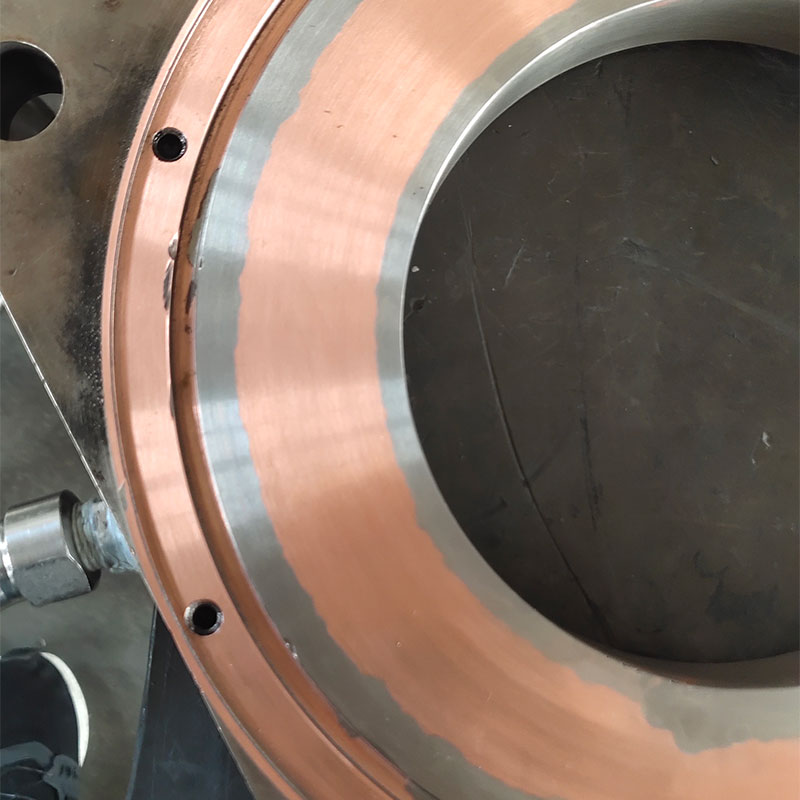
工件是钢管黄铜填料这个要用氩弧焊接实际上选对焊丝就是一个迎刃而解的问题了,首先要选用适合焊接钢管的黄铜氩弧焊丝,而这种焊丝不是气焊的比如HS221的焊丝,而是氩弧焊接的比如威欧丁204S黄铜氩弧焊丝,这种是直流氩弧焊机焊接。

生铜我想应该就是你说的铸铜,这类铜合金不像纯铜,或者铜锌合金的黄铜,生铜较之纯铜或者黄铜杂质含量多,金属非金属元素种类多含量高,焊接时如果常规火焰钎焊即便是温度掌握的比较到位,均匀性做的也好,但是也很难达到如紫铜的火焰钎焊那般流动性好,特别是对于裂纹缺陷或者坑位修补,这种对于常规的火焰焊接是相当困难的,所以建议是换一个焊接方式,可以考虑常规的氩弧焊接,但是氩弧对于焊丝的讲究特别高,需要焊接流动性好,焊丝不炸烟雾的,比如威欧丁204S的黄铜氩弧焊丝,这种在生铜的氩弧焊接运用上是很棒的,如果是大型的生铜件,氩弧效率低, 那也可以用204SM的黄铜气体保护焊丝,这个地方说的黄铜氩弧或者黄铜气保焊丝不是说的普通S221黄铜气焊焊料,是氩弧焊的,这个一定要注意到了

焊接方法说黄铜和黄铜焊接主要还要根据焊接工件的大小尺寸及焊接要求来说,主要可以总结如下几点:
1,如果是小件的黄铜用品,比如黄铜关键,黄铜的小工艺件固定,则可以选用通用性比较好的黄铜焊丝。当然如果对于操作性有更加的要求则可以参考威欧丁203焊丝焊接的操作视频。
2、如果是有一定厚的的黄铜或者甚至是铸造件,则可以用氩弧焊焊接,通常很多师傅会错误选择黄铜比如HS221焊丝焊接,但是这种想法是错误的,这种焊接会冒烟比较厉害对身体有害不说,熔池也特别不清晰,干扰焊接,取代之运用广泛的是威欧丁204S黄铜氩弧焊丝。这个可以百度一下它的应用的一些介绍及视频。

黄铜与不锈钢焊接常规的焊接就是火焰钎焊,一般选用银钎焊,比如可以用威欧丁203或者A203的两种焊丝焊接,不过焊接黄铜与不锈钢也需要配合助焊膏焊接的。
如果是大一些的结构件则可以选用适合黄铜与不锈钢异种焊接的黄铜氩弧焊丝焊接,比如在铜件厂常采用的威欧丁204S的黄铜氩弧焊丝可以考虑。
http://tjvodxie.cn.b2b168.com