直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯

黄铜与不锈钢焊接常规的焊接就是火焰钎焊,一般选用银钎焊,比如可以用威欧丁203或者A203的两种焊丝焊接,不过焊接黄铜与不锈钢也需要配合助焊膏焊接的。
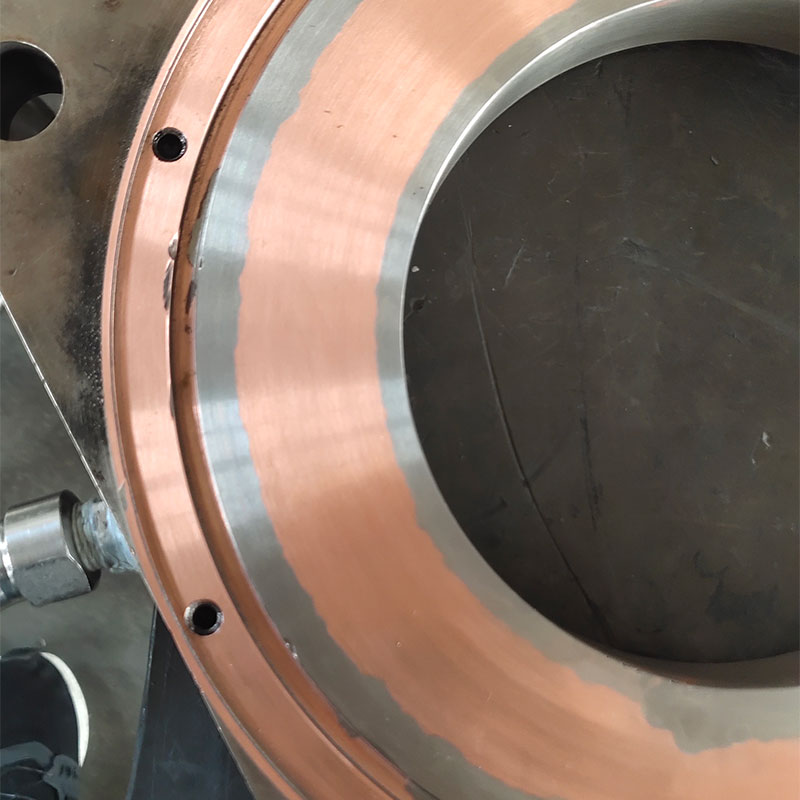
如果是大一些的结构件则可以选用适合黄铜与不锈钢异种焊接的黄铜氩弧焊丝焊接,比如在铜件厂常采用的威欧丁204S的黄铜氩弧焊丝可以考虑。

黄铜和紫铜的焊接如果选用气焊可以选用黄铜焊丝比如威欧丁201或者选用银焊丝比如203或者A203焊丝焊接,配合201-F的助焊膏焊接。如果是氩弧焊的话,黄铜氩弧焊则选择适合黄铜的氩弧焊丝焊接比如威欧丁204S黄铜氩弧焊丝焊接,如果是紫铜的话选用204紫铜氩弧焊丝焊接。

氩弧焊焊接黄铜掌握的技巧与方法应该分开说
先说方法:黄铜氩弧焊从焊接成型来说交流氩弧要成型美观一些,直流氩弧焊成型要效一些,既然是氩弧焊,那么黄铜的氩弧焊丝必然就是要用可以和黄铜有焊接性的黄铜氩弧焊丝,比较经典的就是威欧丁黄铜氩弧焊丝,这个可以了解一下其焊接参数及性能。
焊接技巧:不管是直流氩弧还是交流氩弧,是建议用点添丝的办法焊接,不要用埋丝焊接,气体流量普遍比碳钢和不锈钢的要高,做好通风排风处理,千万不要用气焊用的黄铜焊丝焊接氩弧焊,因为那样会冒烟,熔池看不清,黄铜的锌烧损还对身体不利,所以综上是要用黄铜氩弧焊的,比如之前提到的威欧丁204S黄铜氩弧焊丝焊接。
技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
http://tjvodxie.cn.b2b168.com