铜与不锈钢异种金属焊接方式及焊接材料选择
铜与不锈钢异种金属焊接方式及焊接材料选择
一、铜和不锈钢低温焊接可以用低温230度左右的WEWELDING88C焊丝配合WEWELDING88C-F助焊剂焊接即可。
铜和不锈钢低温焊接毛细件可以用电烙铁作为热源焊接,小件及中厚件可以用液化气喷火焰焊接
铜和不锈钢低温焊接使用工作原理及注意事项:利用一切可利用热源将母体焊接部位加热到250度左右,依靠母体热传导熔融焊丝成型,成型过程时刻保持有WEWELDING88C-F助焊剂作用的前提下工作,注意就是不要刻意用火焰去烧焊丝和焊剂,是热源不让母体温度突将或者过热(即加热工具在局部加热,避免焊接过程中工件热量流失)。

二、如果是采用钎焊的焊接方式的话,有如下几种焊接选择
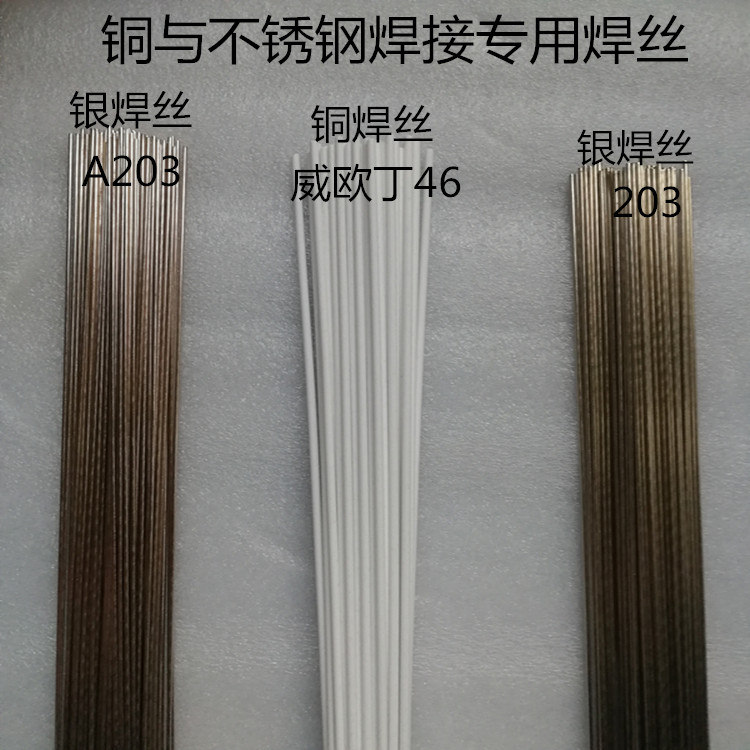
1、威欧丁203高银焊丝配助焊膏使用,工作熔点比较低,操作性好,但是价位比较高
2、WEWELDING46用于替代高银焊丝来焊接,解决蒙乃尔,白铜,碳钢,不锈钢,及上述金属之间的异种焊接,强度非常高,但是熔点相对比较高,价位相对银焊丝要低,需要用氧气乙炔加热,有一定的操作技术难度
3、利用威欧丁银焊丝(A203、203)或者WEWELDING46配威欧丁201-F助焊膏高频感应焊接,适合薄件小件焊接加工使用
A203工作温度650度 。(流动性好,适合新手操作)
203工作温度650-750度。(流动性介于A203和WEWELDING46之间,适合有一定操作经验的师傅使用)
WEWELDING46(用氧气气焊焊接)工作温度800-850度。(强度高,流动性一般,适合有扎实的操作经验功底的气焊师傅使用)
铜与不锈钢钎焊注意事项
不锈钢温度不能烧的特别高,但也不能不够温度,又还要不可以把黄铜烧坏(烧到暗红即可 ),另外在选不锈钢材质时不可以太差。




三、如果采用熔焊的焊接方式的话,有如下几种选择
1、氩弧焊TIG焊接,焊丝选用威欧丁204S黄铜氩弧焊丝或者208S铜合金焊丝
204S黄铜氩弧焊丝操作性好,耐压能力差点;
208S铜合金焊丝操作性差一点,耐压能力好一点(适合紫铜与不锈钢、紫铜与碳钢、紫铜与铁的耐压件产品使用)
这两种焊丝都可以满足需要;如果一定用氩弧是建议用可以承压的208S焊丝氩弧焊接
备注:若是黄铜与不锈钢,黄铜与铁需要耐压焊接,只能选择火焰焊接操作银焊方式
如果是非常大件可以选用氩弧焊丝对应的气保焊丝焊接,这个一般是大的导电排焊接使用。

铜与不锈钢氩弧焊接注意事项
先要做一下评定:先找不锈钢和紫铜做一下焊接性分析,可以焊接上,并且不会产生焊接缺陷,那么在这个过程中,焊接时需要注意一些细节
1、焊接角度,偏向紫铜侧
2、如果紫铜尺寸比较大,需要做预热处理,采用大功率电源焊接,电源功率不够,熔池形成不好,咬合不好就容易形成焊接缺陷
3、在可以打开熔池的前提下,尽量减少焊缝的烧损,就是走丝要快,不要老是停留在焊缝对焊缝做烧损,这样也容易导致焊缝的低熔点金属烧损产生缺陷。
4、一般预热以后,在能够打开熔池的基础上,尽量减少线能量,一是通过焊接速度快,二是通过压低电流(这里是指可以打开熔池的前提下尽量压低电流)
5、收弧的部位不要形成收弧弧坑,需要填满弧坑,通过频繁扣焊把,缓慢缓冷来控制弧坑气孔或者弧坑裂纹。
tjvodxie.cn.b2b168.com/m/