产地美国
是否进口是
品牌WEWELDING
型号WEWELDING777
直径2.5-3.2-4.0
长度300-350
适用范围汽缸盖、发动机座、机床导轨、电机壳、
可售卖地全国
类型铸铁焊条
各种机械设备上出现的磨损,断裂,及精密补焊,比如缸体,开裂的发动机基座,传动齿轮箱体,轮船发动机分配阀箱,铸造齿轮的轮齿,泵壳体,燃烧炉的炉壁,轮船的螺旋浆,涡轮机的焊接,脱氧的铜零件及板件,弹簧,钒钼弹簧钢及异种钢的焊补等等机械行业的设备焊接维修和焊补服务。
用不锈钢焊接铸铁是特别不推荐的,特别容易生成昙花铬的硬层,导致裂纹风险,如果说要用不锈钢来焊接铸铁,还不如用碳钢焊条来焊接,焊接过程预热铸铁件600度左右温度,然后快速506碱性碳钢焊条焊接,焊后保温缓冷。
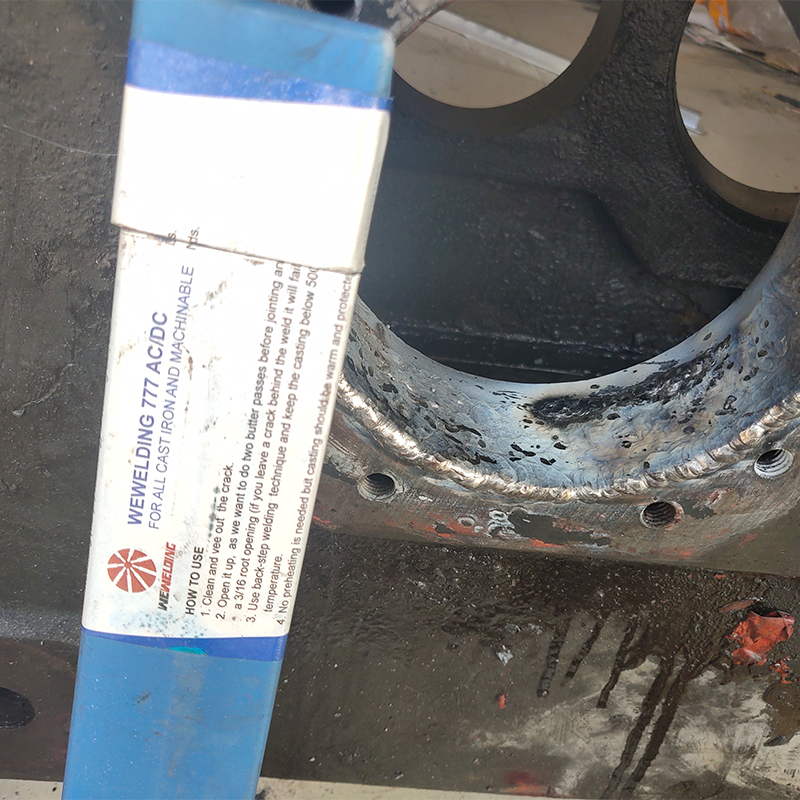
因为你发布的图片来看是一把小件,用热焊还是具备这个条件的,如果是重要的铸铁件也可以用抗裂性能特好的WEWELDING777铸铁焊条焊接,冷焊工艺焊接,省却了加热和焊后保温。
如果是价值不大的零件或者家用的东西,可以用J506焊条通过热焊的方法焊接,就是对工件做预热处理500度左右,然后焊后埋藏石灰堆做保温处理防止裂纹产生。
如果是价值大或者有焊接研究意义的产品的话,也可以考虑抗裂性能更加好的WEWELDING777铸铁焊条,不过这种焊条的使用规范一定要严格遵守,在不预热的前提下直接焊接即可,特别是这种铸铁与碳钢的异种焊接尤其适合,这种异种焊接的应用常用于铸铁设备的机座断裂然后用碳钢做加强的应用,再者也很重要,非的现在太多,所以如果重要的东西还是要谨慎加谨慎。

铸铁焊接经常遇到的问题有裂纹,气孔,未熔透三种典型的缺陷,其中裂纹是其典型的焊接问题,要解决如下问题可以从以下方面着手。
1、气孔问题,铸铁组织比较疏松,长期油泡的铸铁焊接之前需要去除组织里面油污。
2、未熔透,因为铸铁本身的材质原因,不便于大电流连续施焊,所以在压低电流的前提下尽量要保证可以咬透母体,采取合适的电流参数和焊接速度。
3、裂纹,采用小电流小规范焊接,部分有条件的铸铁件可以采用热焊的焊接工艺,对铸铁预热到500度左右,采用J506焊条快速焊接,焊后保温缓冷,而对于不便于热焊的铸铁设备,可以采用冷焊的高抗裂性能焊条,比如WEWELDING777铸铁焊条,但是要控制好焊后的每层温度,不要让铸铁过热。
大众途锐发动机缸体是铸铁的确定可以焊接,这个我们单位是经常焊接的,这个可能对于大多数搞焊接或者非的师傅来说认为铸铁发动机不可以焊接,这个是很大的误解和错误的想法。
可以通过预热600度焊后快速焊接后保温处理可以提高成功率,当然了也可以通过冷焊工艺适合重要铸铁设备现场检修的,这个时候就非常依赖高抗裂的铸铁焊条,比如进口的小蓝盒WEWELDING777特种铸铁焊条焊接,小电流小规范,采用缝补工艺焊接,相对热焊来说运用更加广泛一些。
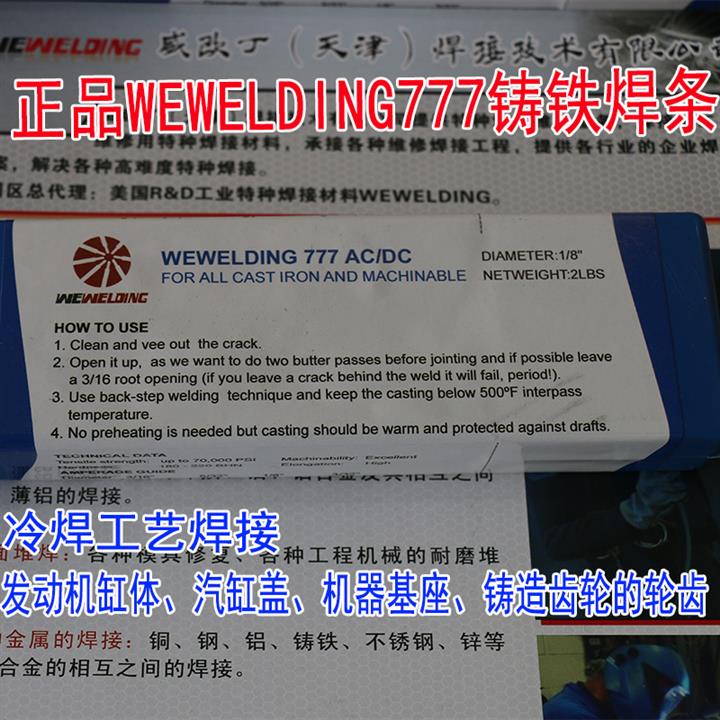
WEWELDING777技术参数
抗拉强度:≥70,000 PSI (≥482牛顿/平方毫米)屈服强度:一般62,000 (≥427牛顿/平方毫米)硬度(HB):185HB 与母材颜色搭配:相似电源选择:交直流两用,直流时直流反接
WEWELDING777包装及效果图
向左转|向右转
向左转|向右转
请点击输入图片描述
工艺参数
直径(毫米) φ2.4 φ3.2 φ4.0
电流(安培) 60-100 85-110 90-140
包装重量(磅) 2 2 2
WEWELDING777(简称威欧丁777)使用工艺提示
1、焊前有必要做适当的表面清理,焊接接头好斜切成一个U形的凹槽。 2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。 3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。 4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。 5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
WEWELDING777有效减小裂纹风险,焊条的单位成本会比较高,但是维修焊接消耗比较小,不像生产的消耗那么大,所以有价值的重要的铸铁设备及零配件的焊接可以选用抗裂性能更加好的WEWELDING777进口铸铁焊条。
http://tjvodxie.cn.b2b168.com