产地美国
是否进口是
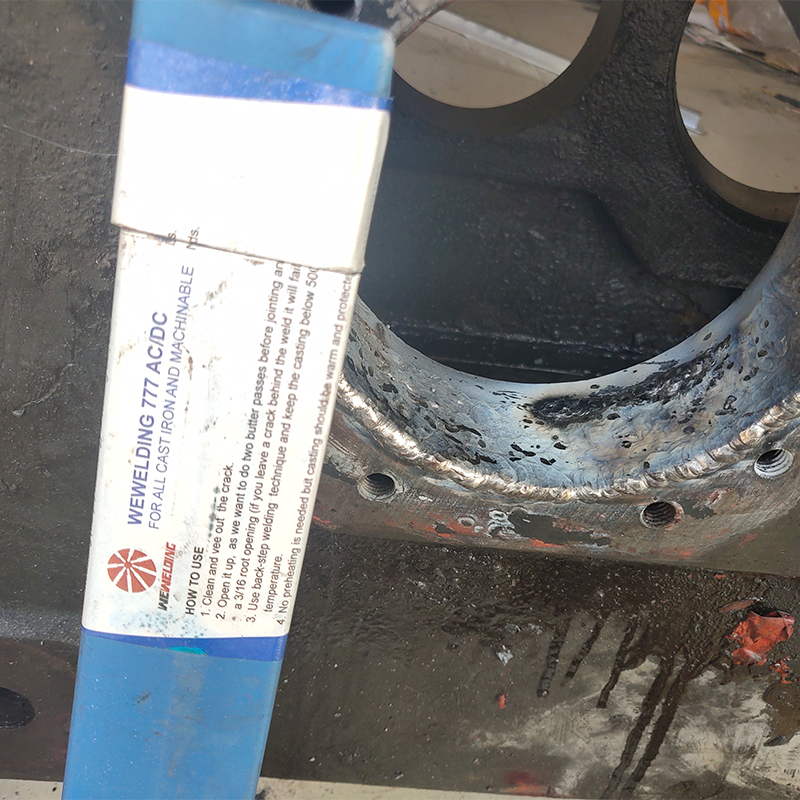
品牌WEWELDING
型号WEWELDING777
直径2.5-3.2-4.0
长度300-350
适用范围汽缸盖、发动机座、机床导轨、电机壳、
可售卖地全国
类型铸铁焊条
各种机械设备上出现的磨损,断裂,及精密补焊,比如缸体,开裂的发动机基座,传动齿轮箱体,轮船发动机分配阀箱,铸造齿轮的轮齿,泵壳体,燃烧炉的炉壁,轮船的螺旋浆,涡轮机的焊接,脱氧的铜零件及板件,弹簧,钒钼弹簧钢及异种钢的焊补等等机械行业的设备焊接维修和焊补服务。
手扶拖拉机机体冻坏了能焊。
这种基体是铸铁材质,因为机体都是比较重要的铸铁部位,所以建议还是采用铸铁冷焊工艺,并且采用高抗裂性能的WEWELDING 777的铸铁焊条(简称威欧丁777铸铁焊条)焊接,材料成本高一些,但是焊接出来的效果准成。焊条规格选用2.3毫米直径,电流80-110A,采用缝补工艺焊修,一定会成功。
铸铁的焊接工艺分为热焊和冷焊两种。
热焊接的时候,选用J506的碳钢焊条,或者Z308,408镍基焊条,对铸铁母体预热550度左右温度,110A-130A左右电流快速焊接,焊后保温缓冷。
冷焊的时候,选用WEWELDING 777铸铁焊条,保持母体常温环境下焊接,焊接电流90-110A采用分段跳跃焊接,焊后保证每段无裂纹产生继续下一段焊接。

铸铁《生铁》件烂了如果是常规的家用非重要铸铁件可以将断口开坡口以后,然后通过预热和焊接后保温缓冷的方式可以有效防止裂纹产生,不过重要的铸铁设备,还是建议用冷焊工艺焊接的,特别是密封件,在焊接的时候可以选用高抗裂的WEWELDING777特种铸铁焊接,小电流小规范焊接,保证每一段不会有裂纹这样的成功率非常高。

铸铁跑铜焊是没有办法的办法,此方法也强烈建议只运用于普通的民用没有价值的铸铁件,重要的铸铁件是千万不可以用这种硬铜火焰钎焊的,因为跑铜焊熔点温度过高,达到900度左右,铸铁在高温下焊接后不经过保温处理,冷却裂纹倾向非常之大,即便是保温处理,应力的影响对于铜焊层来说也显得力不从心,所以如果个人建议如果用铜焊,还不如加热600度左右,然后快速用J506的普通焊条焊接,焊后保温缓冷,这个也比铜火焰焊接强。 如果是重要的铸铁设备,比以上两种方法工艺更加放心的就是用高抗裂的WEWELDING777特种铸铁焊条焊接,一种进口的2磅(0.9公斤)包装的小蓝盒子包装的进口铸铁焊条,用冷焊工艺焊接,小电流断续焊接,控制母体温度不要升温太多,好是保持常温状态为理想,这样可以让焊缝有非常非常高的成功率。
WEWELDING777有效减小裂纹风险,焊条的单位成本会比较高,但是维修焊接消耗比较小,不像生产的消耗那么大,所以有价值的重要的铸铁设备及零配件的焊接可以选用抗裂性能更加好的WEWELDING777进口铸铁焊条。
http://tjvodxie.cn.b2b168.com











