铸铁漏点采用冷焊工艺用抗裂性能优异的WEWELDING777铸铁焊条焊修。
1、将漏点的介质完全排出,做表面清理。
2、清理后通过辅助手段找到漏点,确定是小气孔,还是裂纹。
3、找到缺陷以后,如果是气孔用钻头打进去,有多厚就打到2/3厚度深度。如果是裂纹,就用角磨机将裂纹部位彻底清除,做出小坡口。
4、选用正品的WEWELDING777铸铁焊条,用小电流小规范焊接,可以确保焊接质量,可以继续追问详细情况。
5、请重视铸铁的检修,如果随意瞎喊,甚至用东西,有将铸铁件焊接报废的风险,铸铁焊接是一个技术活,需要给操作人员足够的空间和时间。
修改回答
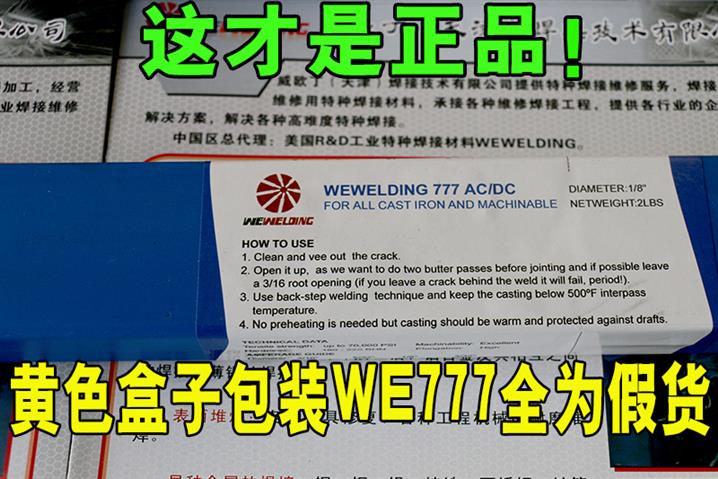
WE777特种铸铁焊条是WEWELDING777简称,正品的是2磅小包装蓝盒,正品的只有纯进口的,可以焊接各种常见的铸铁,包括球墨铸铁,灰口铸铁,也包括铸铁与碳钢的异种焊接,请选用正品的777铸铁焊条。

铸铁阀门有裂纹可以采用如下焊接办法焊接;
1、清理裂纹,将裂纹部位彻底清除,只有合理清理处理好裂纹,才可以让焊后的焊缝无后顾之忧。
2、如果没有热焊接的条件,选用冷焊工艺,焊条用抗裂性能特棒的WEWELDING777特种铸铁焊条焊接。
3、焊接过程小电流焊接,窄焊道,跳跃分段焊接,减少热量影响。
4、保持焊接过程中母体的温度不要过高。

铸铁焊接有针孔主要是有如下原因:
1)铸铁母体表面油污比较多,长期经过油浸,加上铸铁组织比较疏松容易有油,所以在焊接的时候时候受热,油污烧损冒黑烟会夹杂到焊接熔池里面。
解决办法:通过焊前预热处理,减少长期油浸产生的影响,直到组织内部的油污全部经过高温挥发和烧损。
2)铸铁焊条本身药皮受潮在焊接过程种产生气孔。
解决办法:需要对焊条做预热处理,经过烘干筒烘干后使用。
3)铸铁焊条本身杂质含量控制质量问题,导致焊接过程种熔池有杂质多,形成夹杂而产生的气孔。
解决办法:需要对铸铁焊条本身的质量做专业的控制和选择,可以选择质量好一些的铸铁焊条,比如国产的比较大一些的铸铁焊条厂生产的焊条,比如Z308的焊条,进口的则可以选择有口碑的比如WEWELDING777铸铁焊条。
4)铸铁母体本身材质的问题,因为每个铸造厂铸造的铸铁设备的材质都是不一样的,所以焊接的时候因为铸铁母体材质杂质的含量过多,通过熔池的时候杂质返渣夹杂到熔池形成气孔的几率也是有。
解决办法:只能够通过先焊产生气孔,再打磨,然后叠住**个焊点焊接,这种处理虽慢,但是效果也是好的。
http://tjvodxie.cn.b2b168.com