直径1.2 16 2.0 2.4 3.2
长度1米
颜色及流动性204S流动性好,颜色匹配稍差,204S2流动性差,颜色匹配好
焊接方式氩弧焊
保护气氩气
是否进口否
是否含助焊剂是
类型实芯
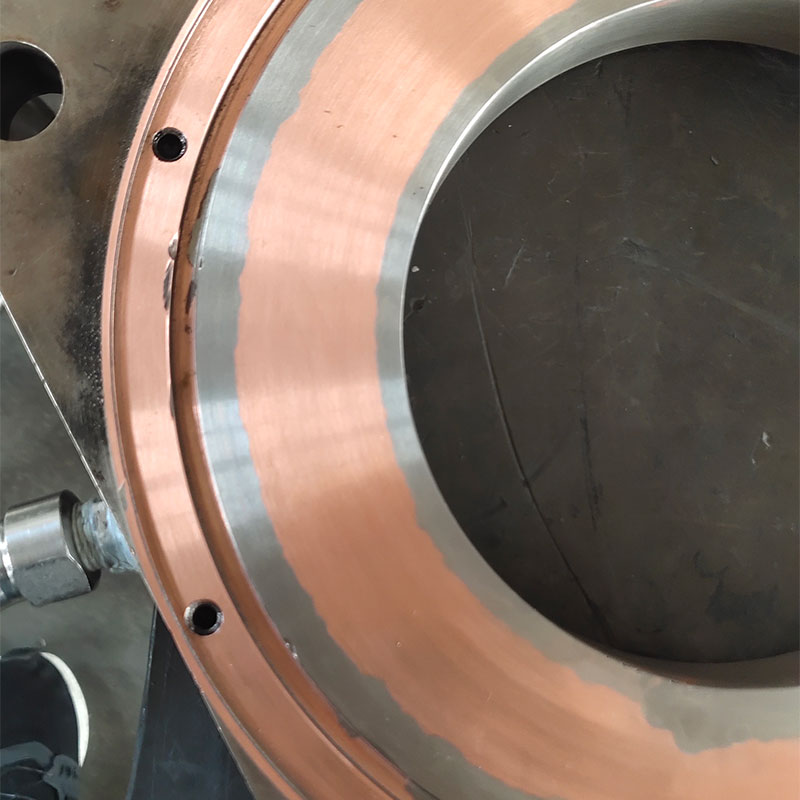
H62的黄铜是可以用氩弧焊来焊接的,通常黄铜的焊接会按照通常的焊接办法火焰气焊来焊接,但是这种焊接方法的弊端就是如果黄铜件比较厚,温度均匀性比较不好,焊接成性能比较困难,所以火焰气焊一般适合焊接薄料管是可以,如果有一定的厚度的黄铜结构连接件,通常会采用氩弧焊接,但是氩弧焊接黄铜会冒烟,这种常规的黄铜焊料焊接会无法进行,因为太多的烟雾干扰熔池,所以氩弧焊接H62黄铜还需要有好的黄铜氩弧焊丝焊接,比如威欧丁黄铜氩弧焊丝,通常普通的直流氩弧焊机或者交流氩弧焊机都可以焊接。

工件是钢管黄铜填料这个要用氩弧焊接实际上选对焊丝就是一个迎刃而解的问题了,首先要选用适合焊接钢管的黄铜氩弧焊丝,而这种焊丝不是气焊的比如HS221的焊丝,而是氩弧焊接的比如威欧丁204S黄铜氩弧焊丝,这种是直流氩弧焊机焊接。

黄铜焊接老有气孔产生,如果是气焊的话,应该是流动性差,毛细作用不明显,局部有气孔,如果是氩弧焊的话,焊接材料选择不当比如采用普通的钎料焊接就会容易产生气孔。
如果采用气焊的解决办法可以提高焊料的流动性,比如采用流动性好的A203的银基钎料,焊接的时候流动性比较好。增加毛细渗透等作用减少漏点。
如果是采用氩弧焊接的话,一般适合有一定尺寸的工件,焊丝和气体保护很重要,一般焊丝选用黄铜的氩弧焊丝,如威欧丁黄铜氩弧焊丝,交流直流氩弧焊都可以使用。

黄铜如果是薄壁管,又或者是稍微大点但是壁厚不太厚的黄铜管还是建议火焰焊接接头部位会比较好焊接,可以选用黄铜焊丝或者银焊丝焊接比如威欧丁203银焊丝。
如果黄铜是大厚件,当然就是氩弧或者手工电弧焊接是理想的,可以对做预热处理以后,黄铜选用威欧丁204S的黄铜氩弧焊丝,如果是手工电弧焊则选用WEWELDING461的电焊条焊接。
http://tjvodxie.cn.b2b168.com